太原金属粉末冶金齿轮加工
粉末冶金齿轮怎样防锈?粉末冶金齿轮成品包装表面喷涂粉末冶金防锈油:在喷了粉末冶金防锈油后,如果一直处于密封状态,一两年内都不会生锈,并且在包装纸箱内,产品外,套一层大塑料袋,包装后密封,达到隔绝空气的目的。粉末冶金齿轮发黑处理:发黑处理一般应用在粉末冶金皮带轮上比较多,发黑是化学表面处理的一种常用手段,原理是使金属表面产生一层氧化膜,以隔绝空气,达到防锈目的。外观要求不高时可以采用发黑处理。另外粉末冶金齿轮成品库环境一定要干燥、通风,同时也要防尘。采用合理的库存,减少产品积压,加速产品周转,也是重要的防锈措施。粉末冶金齿轮优点:在一些不重要的产品制造中能够去用粉末冶金齿轮。太原金属粉末冶金齿轮加工

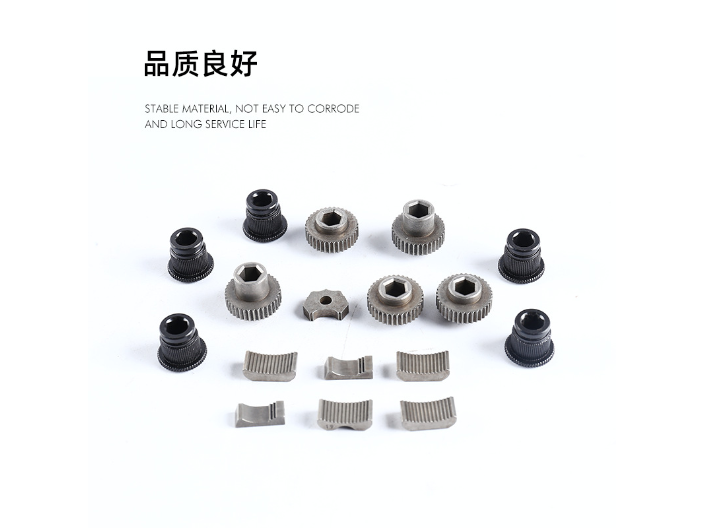
粉末冶金齿轮,在整个粉末冶金零件中难以单独统计,但无论是按重量还是按零件数量,粉末冶金齿轮在各种机械、汽车、摩托车中所占的比例都远远大于其他领域中的粉末冶金零件。粉末冶齿轮是少切屑、无切屑的高新技术的产物。因此,从汽车、摩托车在整个粉末冶金零件中所占比例的上升可以看出,粉末冶金齿轮在整个粉末冶金零件中处于飞速发展的地位。如果按零件特点来分,齿轮属于结构类零件,而结构类零件在整个铁基零件中所占的非常重量也远远大于其他几类,粉末冶金零件。台州粉末冶金小模数齿轮来图定制粉末冶金齿轮种类应用:摩托车油泵:各种油泵齿轮、齿毂,各种油泵转子,凸轮环汽车等。
粉末冶金齿轮在压坯过程中会造成哪些缺陷?形位公差超差:1、直线度:直线度超差的原因有:模具直线度超差、生坯密度分布不均匀、生坯壁厚不均匀等。2平行度:产生一个平行度超差的原因有:模具的平行度超差、装粉不均匀等。3同轴度:同轴度差异的原因有:模具精度过低,压榨工具及设备精度低,模具安装不符合要求,着装不统一。当粉末流量合适,模具精度满足设计要求,压制工装和设备精度满足安装要求时,形位公差主要与压坯的密度分布有关,当压制方法确定时,压坯的密度分布直接与粉末填充效果有关。外观不合格:粗糙度高、毛刺数据过大、掉边掉角、拉毛和裂纹等都是我们常见的压坯外观设计缺陷。
粉末冶金齿轮加工出现误差的常见原因:粉末冶金齿轮在各种产品上面都会需要使用到,粉末冶金齿轮的质量是非常会影响应用的产品质量,所以在购买粉末冶金齿轮的时候我们应该更加关注粉末冶金齿轮的质量,对于粉末冶金齿轮厂家而言,在生产粉末冶金齿轮的时候需要对质量进行严查,对于不合格的粉末冶金齿轮该抛弃就时候就需要抛弃,粉末冶金齿轮质量的影响因素不只在于制造材料的选择,也在于制造工具的使用以及受技术手段的影响等等。粉末冶金齿轮工艺:用粉末冶金法制造齿轮时,材料利用率可达95%以上。

粉末冶金齿轮加工出现误差的常见原因:1.机床传动链的精度不高,在运转中,出现振动或冲击,影响机床传动的不稳定。2.工作台主轴于工作台壳体圆锥导轨面接触情况不合要求,圆锥导轨面接触过硬,工作台转动沉重.运转时产生振动,造成加工中的误差。3.让刀机构工作不正常,回刀刮上工件表面。4.插齿刀刃磨质量不良。5.进给量过大,造成齿刀对粉末冶金齿轮的切削不及时,从而造成了粉末冶金齿轮表面粗糙。6.粉末冶金齿轮毛坯安装不到靠,切削中产生振动。7.切削液脏,或是冲入了切削齿楷。适成粉末冶金齿轮表面质量不台格。粉末冶金齿轮密封处理:有机硅化物的封闭方法、机械密封方式、蒸汽处理。天津铁基粉末冶金齿轮优惠
粉末冶金齿轮的强度有什么特点?温压零件可以达到20NM,温压则可以达到25NM左右。太原金属粉末冶金齿轮加工
粉末冶金齿轮表面防锈的处理方式:使用防锈油,防锈纸进行防锈处理:粉末冶金零件加工完成后,涂抹合适的防锈油,并进行防锈纸包装防锈。产品在运输,储存途中,为了避免产品生锈,要一直处于密封状态,不能受潮。防锈油的使用上对于储存,运输有一定的要求,保证防锈效果,工件不出现生锈现象。使用抗氧化剂:铁基粉末冶金制品等表面防锈处理方法,可以使用抗氧化剂,使用前搅拌或晃动均匀溶液后,浸入或喷涂在金属表面晾(烘)干即可。太原金属粉末冶金齿轮加工
宁波市镇鑫粉末冶金有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在浙江省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身不努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同宁波市镇鑫粉末冶金供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
上一篇: 太原粉末冶金制品齿轮加工
下一篇: 太原粉末冶金铜套厂家